Why is Bopp used for packaging?
Why is Bopp Used for Packaging?
Introduction to BOPP and its Properties
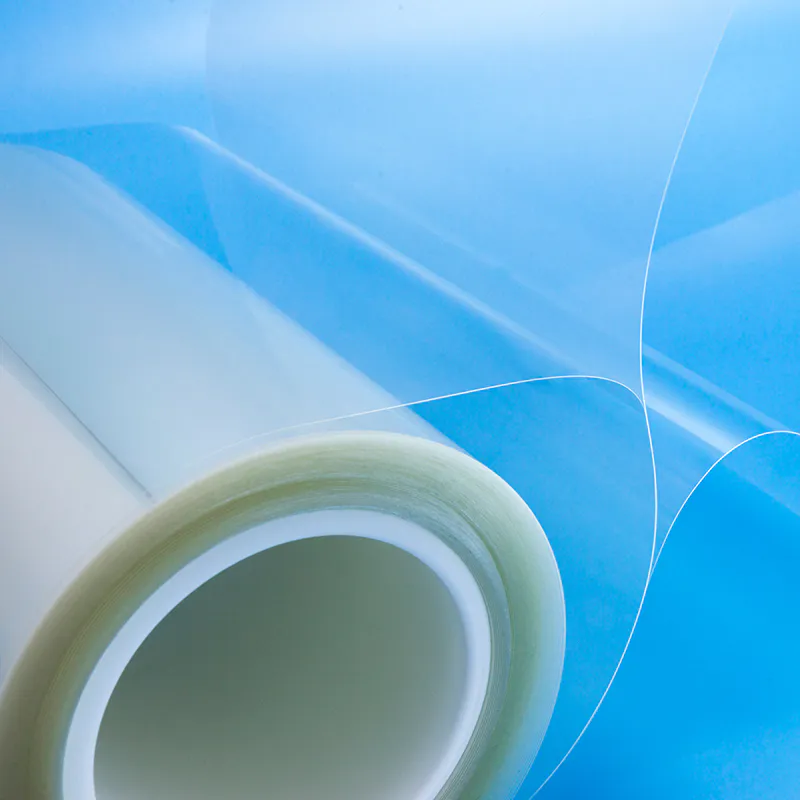
Biaxially Oriented Polypropylene (BOPP) is a thermoplastic polymer that has become widely used in the packaging industry. It is a versatile material known for its high tensile strength, clarity, and excellent printability. BOPP films are manufactured through a process called biaxial orientation, where the plastic is stretched in both machine and transverse directions, resulting in improved mechanical properties.
Advantages of Using BOPP in Packaging
1. Exceptional Clarity: BOPP films are transparent, providing excellent visibility of the packaged product. This feature is particularly advantageous for industries such as food, where consumers prefer to see the contents before purchasing. Clear packaging also allows for effective marketing displays, attracting potential buyers at a glance.
2. High Tensile Strength: BOPP films offer excellent mechanical strength, ensuring that packaged goods are adequately protected during storage, transportation, and handling. The material's resistance to tearing and puncturing enhances the durability of packaging, reducing the risk of product damage.
3. Superior Printability: BOPP films provide a smooth surface that allows for high-quality printing. From vibrant colors to intricate designs, the printability of BOPP enables manufacturers to create visually appealing packaging that effectively communicates product information and branding elements. Whether it's for logos, nutritional details, or promotional messages, BOPP accommodates precision printing, adding value to the overall packaging.
4. Moisture and Chemical Resistance: BOPP films have low water vapor transmission rates, making them an excellent choice for products that require protection against moisture. Additionally, these films exhibit resistance to chemicals and oils, shielding the packaged goods from potential damage caused by external factors. The barrier properties of BOPP ensure the integrity of the contents, extending the shelf life of perishable items and preventing contamination.
Applications of BOPP in Various Industries
BOPP's versatility has led to its extensive usage across multiple industries. Some notable applications include:
1. Food Packaging: BOPP films are commonly used in the food industry for packaging snacks, confectionery, dry food items, and fresh produce. The material's transparency, exceptional printability, and barrier properties are crucial for preserving the freshness and visual appeal of food products.
2. Personal Care and Hygiene Products: BOPP finds extensive use in packaging personal care items such as soaps, shampoos, lotions, and baby diapers. The material's moisture resistance and durability ensure that these products remain intact and contamination-free.
3. Tobacco Industry: BOPP films are employed in the tobacco industry due to their ability to preserve the flavor, aroma, and freshness of cigarettes. The material's barrier properties prevent the absorption of moisture, keeping the tobacco dry and preventing it from deteriorating.
4. Pharmaceuticals: BOPP films are widely used for packaging pharmaceutical products such as tablets, capsules, and medical devices. The high barrier and protection capabilities of BOPP ensure the integrity of the medicines, safeguarding them against moisture, light, and other environmental factors.
Environmental Impact and Sustainability of BOPP
BOPP is considered a sustainable packaging option due to its low carbon footprint and recyclability. It is a lightweight material that requires fewer resources during production and transportation. Additionally, BOPP films can be recycled into other plastic products through a process called mechanical recycling. This enables the circular economy, reducing waste and conserving valuable resources.
Conclusion: BOPP - The Ideal Packaging Solution
BOPP films offer a range of advantages that make them the ideal packaging solution across various industries. Their exceptional clarity, high tensile strength, superior printability, and resistance to moisture and chemicals make them a popular choice for manufacturers worldwide. Furthermore, BOPP's recyclability and sustainable nature ensure its relevance in an environment-conscious market. As the packaging industry continues to evolve, BOPP remains a reliable and versatile material that guarantees the protection and visual appeal of packaged goods.